Stick welding requires practice to perfect, and choosing the right electrode for the job can be similarly difficult. Given the range of welding methods available, deciding which one is best for your shop can be a perplexing and tough decision. Choosing the appropriate welding rod might be difficult because there is no such thing as a universal electrode for welding in every situation. Since there is no one welding method, we need to evaluate the plus and minus points of all the welding procedures.
Weld Requirements
The first step is to determine what the weld will have to accomplish. What characteristics does it require? What type of metal are you utilising? Fill amount, position, speed of travel, and
penetration are the four factors you will need to consider in any weld.
It’s considerably more crucial to have a fast-filling material in a heavy weld than it is in a tiny weld. If the weld isn’t horizontal, you’ll need a fast-setting weld. When working with thick metal, you’ll require a lot more penetration than when working with lighter metals, where burn-through can be a real issue. There are so many more factors that play a role in determining the ideal welding procedure such as the base metal being used, the efficiency of welders, the machine being used, filler wires being used, and so on.
Welding Procedures
- The most frequently used welding procedures are MIG welding, flux-cored welding, gas tungsten arc welding (TIG welding), and shielded metal arc welding. There are some factors that we will need to consider before selecting one of the welding procedures –
- The type of material that will be welded,
- The material’s thickness,
- The position of welding,
- Power source for welding,
- The quantity of current on hand,
- Time requirements
Though most welding techniques may meet most of those requirements, you must first identify which process is ideal for the job. In general, each procedure has its own set of benefits and drawbacks.
MIG Welding
Metal inert gas welding, or MIG welding, is commonly used for big and thick materials. It employs a disposable wire that functions as both an electrode and a filler wire. It is substantially faster than TIG welding, resulting in shorter lead times and cheaper production costs.
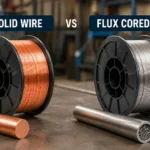
Flux Cored Welding
Thicker metals are welded via flux core welding. It differs from flux core soldering in that the completed bond is significantly more secure, making it excellent for heavy-duty or industrial applications. When working on items like machine parts, this is critical. This flux core arc welding method is ideal for deep penetration of thicker metal pieces. However, it only works with mild and stainless steel, limiting your ability to use it on other metals in the future.
TIG Welding
Pipeline and pipe welding are the most common TIG welding applications. It is, nevertheless, employed in a variety of industries, including aviation and aerospace, as well as the sheet metal industry, when welding extremely thin materials and exotic materials like titanium. It does necessitate far more operator experience or training than other welding procedures, but it produces a precise, high-quality, and aesthetically pleasing weld.
Shielded Metal Arc Welding
SMAW is suitable for a wide range of metal kinds and thicknesses. It’s frequently used in heavy-duty applications involving industrial iron and steel, such as carbon steel and cast iron, as well as low- and high-alloy steels and nickel alloys. Construction is one of the industries where SMAW is used.
You can ensure that your production line can roll forward with the highest possible efficiency and quality by taking the time to choose the correct welding method for your project – be it TIG welding or SMAW. Shiv Shakti Metal has built a reputation as a competent and trustworthy supplier of special and specialty welding industry requirements. We are dedicated to giving 100% client satisfaction and are led by a team of highly skilled professionals. Contact us!